 ar
ar bg
bg hr
hr cs
cs da
da nl
nl fi
fi fr
fr de
de el
el hi
hi it
it ko
ko no
no pl
pl pt
pt ro
ro ru
ru es
es sv
sv tl
tl iw
iw id
id lv
lv lt
lt sr
sr sk
sk sl
sl uk
uk vi
vi et
et hu
hu th
th tr
tr fa
fa ms
ms hy
hy ka
ka ur
ur bn
bn mn
mn ta
ta kk
kk uz
uz ku
ku
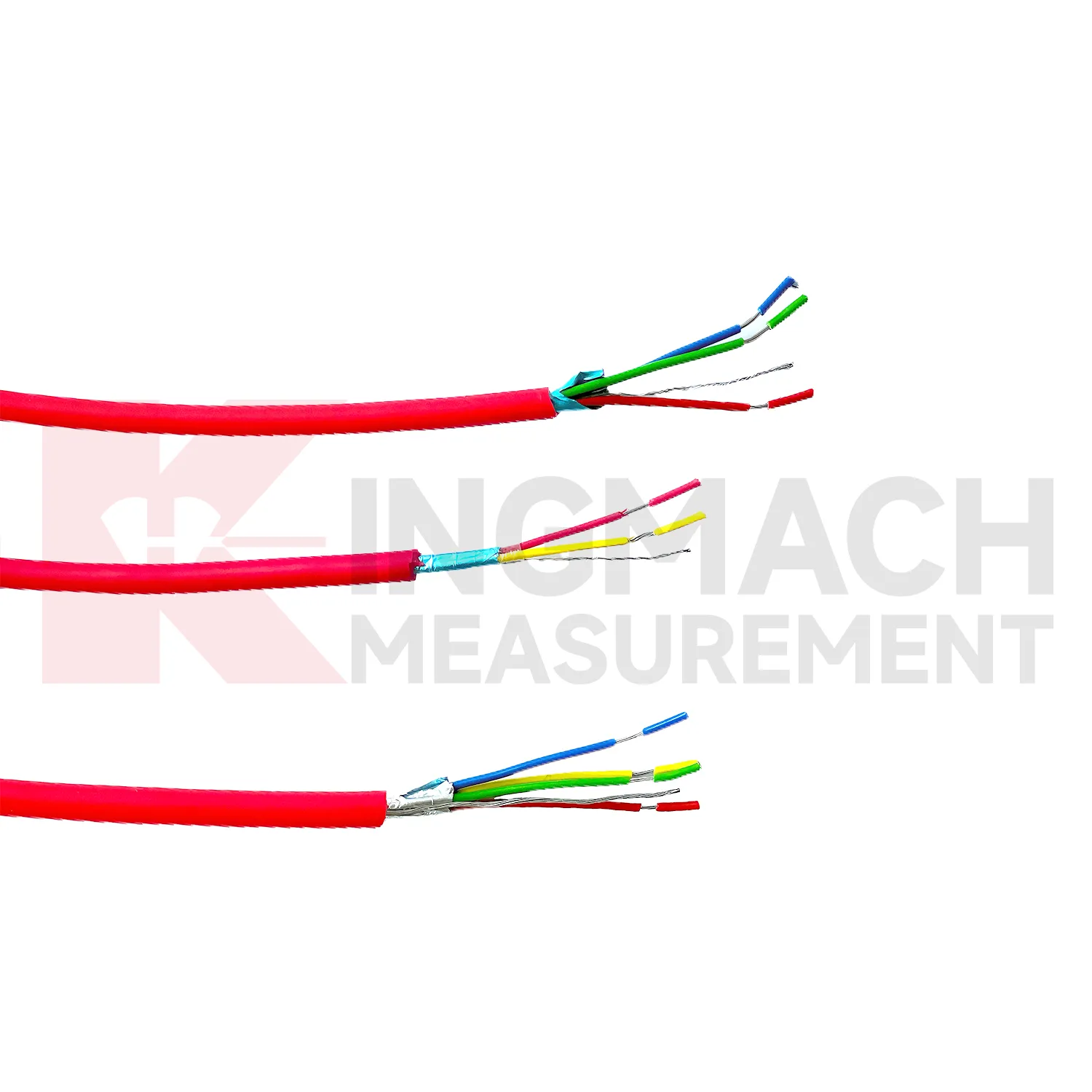
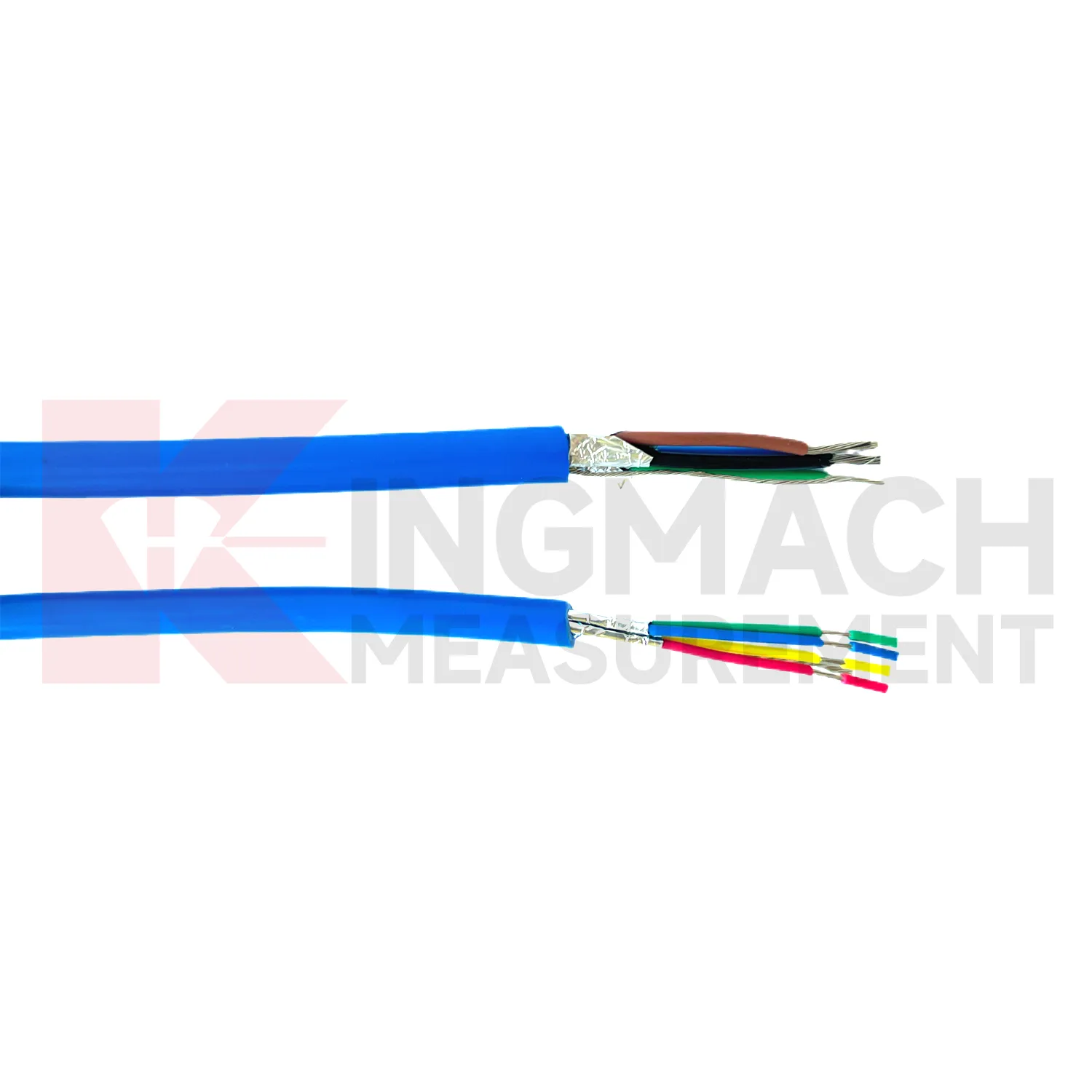
Automated Equipment Test Cable
The practical function of Kingmach Automated Equipment Test Cable is to keep signals and power paths stable between field instruments and monitoring hardware. A cable route may look minor on drawings, but it determines whether data reaches the recorder cleanly after rain, vibration, bending, interference, or routine site work. Layered shielding helps with electrical noise. Water-resistant insulation and sealing help with wet exposure. Wear resistance helps when routes pass through areas that may be handled, moved, or inspected repeatedly. The cable specification should therefore be reviewed with the same care as sensor range and recorder channel count.
Application of Automated Equipment Test Cable
Bridge monitoring uses Kingmach Automated Equipment Test Cable to connect sensors across decks, pylons, bearings, anchor zones, cable areas, and cabinets. These routes often pass through zones with traffic vibration, weather exposure, maintenance work, and long cable runs. Shielded test wiring helps preserve strain, load, displacement, or vibration signals near electrical noise sources. Hydraulic cable can be used where water, drainage, or damp box-girder conditions affect routing. Clear cable labeling and sealed terminations help bridge owners trace readings during inspections after storms, impacts, or heavy traffic events.
The future of Automated Equipment Test Cable
Edge acquisition will make Kingmach Automated Equipment Test Cable even more important at the local cabinet level. When data loggers screen readings near the structure before sending them onward, cable noise can affect alarm logic and event records. Shielded wiring helps protect weak signals before they reach the acquisition module. Water-resistant hydraulic cable helps keep wet-zone channels alive during storms or seasonal water changes. Better cable discipline means edge devices receive cleaner input, making early warnings more dependable.
Care & Maintenance of Automated Equipment Test Cable
Inspect Kingmach Automated Equipment Test Cable after construction activity near the route. Excavation, welding, drilling, formwork movement, equipment relocation, and temporary power installation can all damage cable or change interference conditions. The inspection should cover sheath cuts, crushed sections, loose ties, connector strain, cabinet entry sealing, and changed proximity to power lines. If data changed around the same date as site work, check the cable path before treating the change as a structural trend.
Kingmach Automated Equipment Test Cable
Kingmach Automated Equipment Test Cable should be treated as engineered components of the monitoring system. They connect physical instruments to data review, alarms, reports, and maintenance decisions. JMZX-XPX, with layered shielding for test use, supports accurate signal transmission in noisy or precise sensor applications. JMZX-XSX, with added waterproof and tensile properties, supports hydraulic engineering and humid field sections. Both product lines are available in two-core, three-core, four-core, six-core, seven-core, nine-core, and ten-core forms, with common delivery lengths of 2 m or 6 m depending on core count. Used with proper routing and documentation, they help keep structural monitoring data steady over long service periods.
FAQ
Q: Which core counts are available?
A: The listed options include two-core, three-core, four-core, six-core, seven-core, nine-core, and ten-core versions.
Q: What delivery lengths are shown in the local product data?
A: Two-core to four-core versions are listed as 2 m per piece, while six-core to ten-core versions are listed as 6 m per piece.
Q: Why does shielding matter?
A: Shielding helps reduce electrical interference so weak sensor signals can reach the recorder with less noise.
Q: Why does water resistance matter?
A: Wet cable sections can cause unstable readings or equipment faults if insulation, sealing, and terminations are not handled correctly.
Q: Can the cables be used with different Kingmach instruments?
A: Yes. The category is described as compatible with various monitoring instruments and supports installation, maintenance, and upgrades.
Reviews
Daniel Brown
Excellent environmental monitoring sensors. The data is consistent, and the system integrates smoothly with our existing setup.
Joshua Clark
We ordered a full monitoring solution including sensors and data loggers. Everything works seamlessly together. Great supplier!
Latest Inquiries
To protect the privacy of our buyers, only public service email domains like Gmail, Yahoo, and MSN will be displayed. Additionally, only a limited portion of the inquiry content will be shown.
Olivia***@gmail.comUnited States
Hello, we are currently sourcing high-precision strain gauges and load cells for a bridge monitoring...
Sophia***@gmail.comUnited Kingdom
Good day, we need environmental monitoring sensors including temperature, humidity, and wind sensors...
Related product categories
- Singlelayer Shielded Test Cable
- Multicore Shielded Test Cable
- 2core / 4core / 6core / 8core Hydrological Cable
- Corrosionresistant Hydrological Cable
- Shielded Hydrological Cable
- Multicore Hydrological Cable
- Data Transmission Cable
- Automated Equipment Test Cable
- Sensor Shielded Test Cable
- Motor Shielded Test Cable
- Signal Cables
- Test dedicated shielded wire